2018年03月11日
続 旋盤のカスタマイズを終了
 後ろの切粉ガードは高さが足らないので、合板を継ぎ足した。その時横に延長して、回転するコレットホルダを付けたのだ。コレット群は、手の届くところにあれば探す手間が減る。結局、この旋盤はER25コレット専用機となった。貫通穴が要らない時は鋼製引きボルトで引いている。手前に置いてあるのはコレットの締め外しに使う工具である。28.5 mm(1-1/8インチ)のスパナがなかったので、このモンキィ・レンチが常備品になった。長いので楽である。
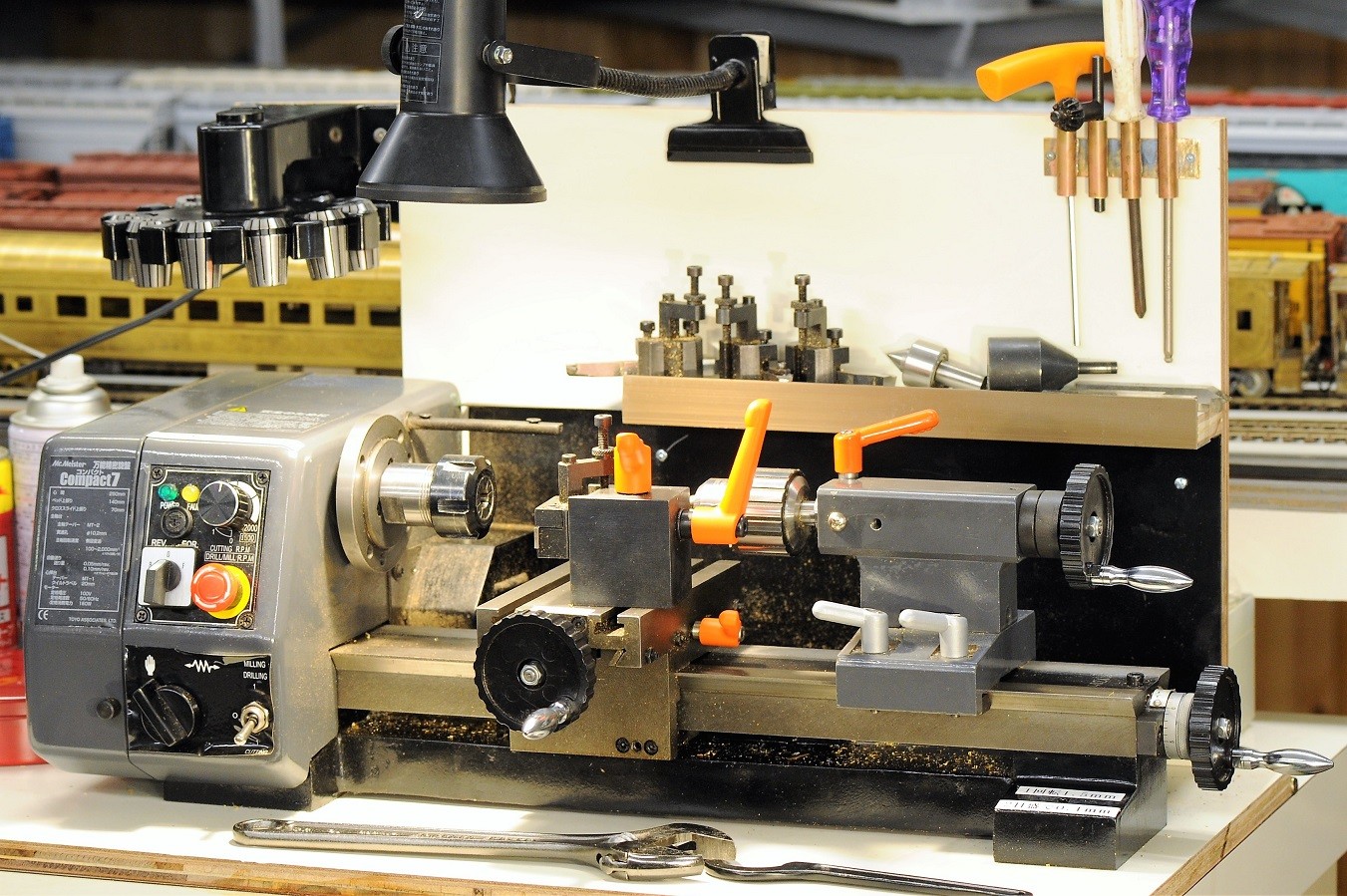
後ろの切粉ガードは高さが足らないので、合板を継ぎ足した。その時横に延長して、回転するコレットホルダを付けたのだ。コレット群は、手の届くところにあれば探す手間が減る。結局、この旋盤はER25コレット専用機となった。貫通穴が要らない時は鋼製引きボルトで引いている。手前に置いてあるのはコレットの締め外しに使う工具である。28.5 mm(1-1/8インチ)のスパナがなかったので、このモンキィ・レンチが常備品になった。長いので楽である。切粉ガードの中ほどに棚を付けて、QCTPなどの部品を置く。アルミのアングルで手前に落ちないようにしている。左右は解放で、飛び込んだ切粉を掃除しやすいようにした。
10mmの厚肉パイプを 4つ、旋盤で挽いて切断し、ブラス板にハンダ付けした。各種の工具を挿すようにしたのだ。剥がれては困るので、銀ハンダで付けた。融点が高いが、ガスバーナで焙ればすぐである。
すべてのハンドルを取り替えた。オリジナルはガタガタの細い回転ツマミであったが、正確に廻そうと思うとある程度の大きさが必要で、丸味があったほうが良い。M4のネジを M5に広げ、新しい回転するものと取り替えた。ハンドルの丸味は大切である。
 銀ハンダについて質問を戴いている。これは銀を 4 %含む無鉛ハンダであって、融点は約 240 ℃ でやや高いが、硬い。また、引き剥がしにくい。アメリカ製であるが、同等品は日本でも売っている。筆者は無鉛ハンダは好きではない。流れにくいからだ。強度を要求される場所に使う。
銀ハンダについて質問を戴いている。これは銀を 4 %含む無鉛ハンダであって、融点は約 240 ℃ でやや高いが、硬い。また、引き剥がしにくい。アメリカ製であるが、同等品は日本でも売っている。筆者は無鉛ハンダは好きではない。流れにくいからだ。強度を要求される場所に使う。日本ではオーディオ用として暴利で売っているようだが、効果はあろうはずはない。鉛ハンダで十分である。
通販で買うのが楽だ。銀ハンダは高価であるが、本当はそんなに高いはずがない。銀 1 g は数十円なのだ。模型屋で売っているロストワックス部品の方がはるかに高価だ。
トラックバックURL
コメント一覧
1. Posted by ゆうえん・こうじ 2018年03月11日 11:11
銀入りハンダは、以前アメリカのナローゲージコンベンションに行ったときPBLのブースで、手すりのハンダ付け用として売っていた糸ハンダを使っています。手すりの線材のイモ付けやスライドバーをシリンダーにつけるときに使っています。確かに普通の半田に比べて強くて剥がれにくいように思います。
2. Posted by たづ 2018年03月11日 18:38
無鉛はんだについて;
この間我が家の台所の修繕で初めて無鉛はんだを使いました。シンクも付けた金具もステンレス同士です。
無鉛はんだを買った店になかったので手持ちにあった鉛はんだ用のステンレスフラックスを使ってしまいましたが、恐ろしく湯流れが悪いです。ハンダメッキのあと、所定の場所へ貼り付けでしたが、難渋しました。100Wの板金コテの先もダメになりました。
口に入るものを扱う場所なので鉛フリーにしましたが、そうでなければ二度と使いませんね。
この間我が家の台所の修繕で初めて無鉛はんだを使いました。シンクも付けた金具もステンレス同士です。
無鉛はんだを買った店になかったので手持ちにあった鉛はんだ用のステンレスフラックスを使ってしまいましたが、恐ろしく湯流れが悪いです。ハンダメッキのあと、所定の場所へ貼り付けでしたが、難渋しました。100Wの板金コテの先もダメになりました。
口に入るものを扱う場所なので鉛フリーにしましたが、そうでなければ二度と使いませんね。
3. Posted by dda40x 2018年03月16日 10:12
無鉛ハンダの融点はかなり高いので、温度を上げることが不可欠です。
ステンレスが 熱を伝えにくいとはいえども、100Wのコテでは不足でしょう。
バーナで補助するだけで簡単に付けられますが、下手をすると周りが伸びてベコベコになります。大きなコテで短時間でつけるのが良いのです。重い焼ごてを使うと、うまくいきます。あるいは炭素棒ですね。
ステンレスが 熱を伝えにくいとはいえども、100Wのコテでは不足でしょう。
バーナで補助するだけで簡単に付けられますが、下手をすると周りが伸びてベコベコになります。大きなコテで短時間でつけるのが良いのです。重い焼ごてを使うと、うまくいきます。あるいは炭素棒ですね。
